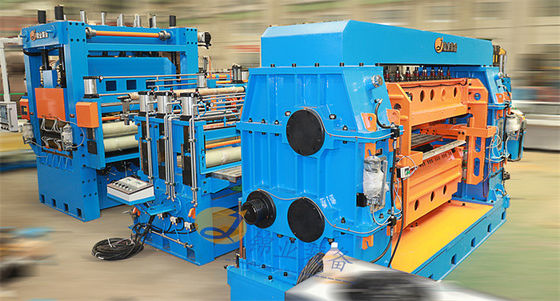
Pemasang ganda Flying Shear Cut To Length Line 80m/min SUS CR GI GP galvalume
SUS CR GI GP galvalume coils baja dapat diproses dengan Flying Shear Cut To Length Line
Lembar baja tahan karat memiliki kekuatan yang jauh lebih tinggi dan penampilan yang lebih baik daripada lembaran baja karbon biasa,dan membutuhkan presisi yang lebih tinggi garis pemotongan yang lebih kuat ke panjang yang menjaga perlindungan permukaan lembaran stainless steel.
Parameter:
| Tidak, tidak. |
Artikel |
Parameter |
| 1 |
Kecepatan Jalur |
0-80m/menit |
| Kecepatan pemotongan |
Panjang lembaran ((mm) waktu pemotongan ((pcs/min) |
| |
500mm 150 pcs |
| |
800mm 100 pcs |
| |
1500mm 53pcs |
| |
2000mm 40pcs |
| |
3000mm 27pcs |
| |
4000mm 20pcs |
| |
6000mm 14pcs |
| 2 |
Kekuatan total |
~480Kw |
| 3 |
Jumlah Operator |
Teknisi 1 orang, pekerja 2-3 orang |
| 4 |
Luas lahan |
L40m × W10m |
Karakter:
1.Uncoiler
Uncoiling aktif dengan tegangan belakang, nyaman untuk kontrol tegangan dan kembali kumparan, kebisingan rendah.
Sensor ultrasonik memeriksa diameter uncoiling ((bisa secara bebas memeriksa apakah dalam karet lengan tersedia), ketegangan dapat diatur secara bebas dan melambat saat mencapai ekor kumparan dalam mode otomatis.Laser mengukur jarak, operator mengatur lebar kumparan baja pada layar sentuh dan memuat kumparan baja pada mandrel, tekan tombol untuk memusatkan kumparan pada garis tengah.Tekanan ekspansi mandrel dikompensasi dalam waktu untuk menghindari penyimpangan kumparan baja jika pelepasan tekanan.
2. peeler kertas dikendalikan oleh tombol terdekat, uncoiling panel dan panel utama, dengan sensor fotoelektrik untuk memeriksa kertas pecah alarm.
3Pengaturan perlindungan permukaan produk lembaran yang baik pada desain dan pembuatan mesin.
4. 6High Leveling Machine ((roller kerja, roller tengah dan kelompok roller cadangan,memberikan kaku dan kesetaraan roller kerja leveling, diameter roller dapat lebih kecil dan flatness leveling lebih baik.
5Kemiringan roller leveling yang membawa kursi dapat disesuaikan dengan tingkat lenturan roller leveling.Kontak antara kursi rol cadangan dan balok atas dan bawah adalah kontak permukaan bola, ketika roller cadangan sedang disetel, posisinya dapat dikoreksi secara bebas untuk memastikan kontak garis antara roller cadangan dan roller tengah, baik untuk melindungi roller kerja.Rol leveling berputar lebih lambat sementara NC makan untuk melindungi permukaan lembaran.
6. Feeder Panjang lembaran: Posisi dua kali dikendalikan oleh pengontrol loop tertutup sepenuhnya dapat menghindari efek meratakan ke ukuran lembaran, membuat pemotongan ke panjang dengan presisi tinggi.
Servo feeder adalah dua pasang pinch rolls pinch feeding tepat tanpa tergelincir.
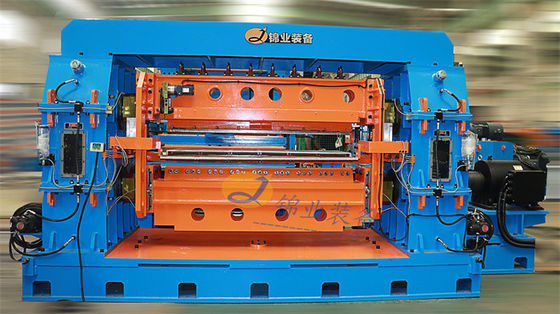
7. Rotary flying shear Berlanjut memotong banyak panjang dari jumlah yang ditetapkan tanpa menghentikan mesin. Servo motor mengendalikan aksi shearing, kebisingan rendah dan kurang pipa.Servo menyesuaikan celah bilah dengan fungsi memori dapat menyadari celah bilah cepat menyesuaikan
9. Semua bagian struktur las mesin akan pergi ke tempering untuk melepaskan tegangan las secara menyeluruh, dengan cara ini, presisi pembuatan mesin akan stabil untuk waktu yang lama.Semua bagian besar yang diolah oleh alat mesin besar atau pusat CNC untuk memastikan presisi pemesinanSemua bagian outsourcing menggunakan merek terkenal internal atau domestik yang kualitas dan kinerja yang baik.
10. menumpuk: setelah memotong, conveyor sabuk memberikan lembaran dipotong ke stacker pertama, meja gunting secara otomatis turun dengan tinggi tumpukan lembaran meningkat di atas meja,ketika jumlah lembar mencapai jumlah yang ditetapkan, tekan tombol pada panel untuk beralih ke pelat pengangkut ke stacker kedua. tekan tombol untuk membiarkan meja gunting pertama ke bawah ke bawah, kemudian output roll table mengirimkan lembaran ke sisi operasi.Kemarilah., pemotongan satu kumparan baja adalah terus menerus dan efisien.


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter! Indonesian
Indonesian